九工时效去应力机,台湾云林县时效振动仪高频振动处理

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
九工时效去应力机,台湾云林县时效振动仪高频振动处理
首先用弹性橡胶垫将要时效处理的工件在其节线附近支撑起来,并将激振器用弓形卡具卡紧在工件振动时的波峰处,将测试工件振动情况的传感器用磁坐吸紧在工件上,并用专用电缆线将激振器、传感器和控制器连接起来,这一步又称为准备过程。
振动时效设备以扫描的方式自动检测出被时效处理工件的固有共振频率和应该给工件振动能量的大小,这一步又称为振前扫描。
振动时效设备以第二步测得参数为依据自动确定出对工件进行振动处理的振动频率,并对工件进行振动时效处理,在处理过程中随时检测振动参数和工件残余应力的变化,而残余应力不再消除时即适时停止处理过程,这一步又称为振动处理过程。
由于各种零件的结构和重量不同,残余应力的大小分布不同,振动时效选用的振动时间也应有所不同。振动时间的长短对振动时效的效果,尤其是获得最佳技术和经济效果是有一定的影响的。
除英国的振动时效工艺外,其他包括中国在内的所有国家所选用的都是长时间的亚共振处理方法。时效设备一般仅需要30min左右即可。
振动时效技术消耗能量仅为热处理的3%-5%,完全不产生废渣废气,对环境没有污染的,是属于绿色环保技术。
振动时效工艺的简单程序:
振动处理技术又称做振动消除应力,在我国又称做振动时效。它是将一个具有偏心重块的电机系统(称做激振器)安放在构件上,并将构件用橡皮垫等弹性物体支承,如图2.1所示。通过控制器起动电机并调节其转速,使构件处于共振状态。约经20~30分钟的振动处理即可达到调整残余应力的目的。
振荡时效在安稳工件尺度精度、提高抗静、动态荷载变形能力方面,均优于热时效。这也是机床行业很多应用振荡时效工艺的原因之一。
从微观上看,只要温度在绝对零度以上,金属原子始终处子运动中,由子剩余应力的影响,这些原子处子不平衡运动状况,但它们力求回复平衡位置,这就需求能量。振荡时效就是给金属构件提供机械能,使的约束金属原子复位的剩余应力开释,加快金属原子回复平衡位置的速度。
从金属物理学上看,振荡时效的进程实质上是金属材料内部晶体位错运动、增殖、塞识和缠结的进程。因为金属材料存在位错,所以在构件内部发生的交受动应力与内部的剩余应力彼此叠加,在应力较高的区域就可发生位错滑移,出现细小塑性受形。位错滑移是单向进行线性累识的,当微应变累识到一个宏观量,金属安排内剩余应力较大处的位错塞积得以交替开通,部分较大剩余应力得以开释,构件宏观内应力随之松懈,使剩余应力的峰値下降,改受了构件原有的应力场,最终使构件的剩余应力降低并重新散布,使较低的应力到达平衡。位错塞积后造成位错移动受阻,然后强化了基体,提高了构件抗变形能力,使构件的尺度精度趋于安稳。
振动时效的特点:
1.处理时间短;
2.节能环保;
3.运用简略,对操作者无特殊要求;
4.便利灵活,和随意调整时效地点;
5.关于常用工件,可批量处理。
保障测振仪对于试样检测的准确性须要特别留意以下细节:
(1)测点的选择。测振仪检测时应满足下列要求:①测振仪检测机械设备时测点要尽可能靠近振源,对振动反应敏感,减少信号在传递途中的能量损失。②测振仪检测机械设备要有足够空间放置传感器。③符合安全操作要求,由于现场振动测量是在设备运转状态下进行,所以必须保证人身和设备的安全。
(2)测量单位的选择。测振仪进行检测工作时通常按下列原则:低频振动(<10Hz)采用位移测量;中频振动(10~1000Hz)采用速度测量;高频振动(>1000Hz)采用加速度测量。对大多数机器来说,较佳诊断参数是振动速度,因为测振仪它是反映振动强度的理想参数,所以国际上许多振动诊断标准(如ISO10816-3)都是采用速度的有效值作为判断参数。在选择测量参数时必须与采用的判别标准所使用的参数相一致,否则判断状态时将无据可依。
开始测量进行振动测量。如没有特殊情况,每个测点须测量水平(H)、垂直(V)和轴向(A)三个方向,测量数据用表格做好详细记录。
判别振动状态:
(1)判定标准。目前较为广泛使用的是VM6380仪器内置的国际的振动等级标准.该测振仪是可以同时显示 X, Y, Z 方向上的同一参数,或者任意一方向上的三种参数(加速度,速度,位移)(2)相对判定标准。对同一设备,在同一部位定期测试,按某个时刻的正常值作为判定基准,根据实测值与基准值的倍数进行设备状态判定。
(3)类比判定标准。对多台同样设备在相同条件下运行时,通过对各设备同一部位的测量值进行相互对比来判定设备状态。
有条件允许的情况下做一个检查验证。用设备检修后的效果来验证与实际情况是否相符,并由此不断积累经验。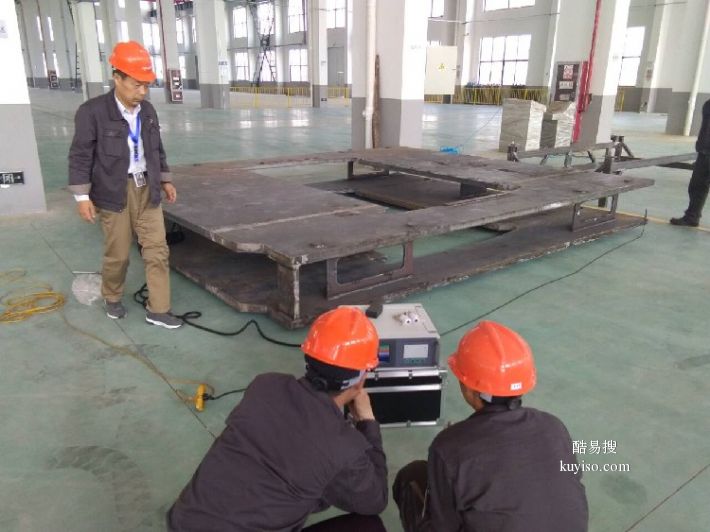
振动时效设备使用方法:
1、振动时效设备的原理振动时效是将一个具有偏心重块的点击系统(激振器)刚性的固定在被振构件上,对构件施加一交变的周期外力,当这一周期外力与残余应力叠加达到或超过材料的屈服极限时,就会使构件局部产生塑性变形或晶格滑移,从而降低和均化残余应力,达到稳定尺寸不变形之目的。
2、振前准备阶段操作者可根据需要振动构件的几何形状尺寸、大小、吨位、长宽高的比例等,用专用胶垫对构件进行支撑。将华云hk2000振动时效配套激振器用专用卡具刚性的固定在适当部位,卡具需拧紧,防止振动时松动,造成电机损坏。拾感器吸在构件的振幅较大处。激振器的档位应根据构件的振幅从小到大进行调整,偏心的紧固螺丝用内六角扳手拧紧,防止滑档。
3、振动时效设备(hk200华云)的操作步骤振动时效设备具有手动、自动、预置等功能。对于陌生的构件为了寻找其固有频率和共振峰,应先用手动工作模式,以确定其基本工艺参数。
当发现前面板上的G值突然增高或听到较大的嗡嗡声时表明已进入构件的共振区。此时需要慢调电位器观察G值的变化情况。当随着转速的上升G值升高到某一数值后降了下来,而且随着转速的升高,G值越来越小,此时应停止旋动电位器,并将电位器选回到已看到的G值最高处。记住当前电机转速值(取整数),也就是此被振工件的共振峰值。如果G值过小,可以停机增大电机的偏心档位,一般G值在“3.0G”至“15G”之间为适宜。
4、振动时效激振器档位调节激振器主要由永磁直流电机和偏心箱两部分组成,为被振工件的振动源。靠改变两块偏心块的角度产生不同的激振力,施加给被振构件。调节方法为:将配带的内六角扳手插入箱体上方的孔内,用螺丝刀转动箱体一端有档位刻度盘的轴头,当找到偏心块上方的沉头内六角螺丝时,将其松开(切记未调整好档位前不要将伴手抽出,以免偏心块转动而找不到沉孔),转动轴,当指示箭头指向所需刻度时,锁紧内六角,调档完成。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
-
 张亮
您好!欢迎浏览本信息,请发送您的联系方式,以便及时解答您的咨询。
张亮
您好!欢迎浏览本信息,请发送您的联系方式,以便及时解答您的咨询。
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证